Tren de aprovechamiento
Tren de aprovechamiento
NMX-AA-179.SCFI-2018
En CASMOR Servicios Integrales consideramos de suma importancia la calidad de nuestros servicios, implementamos un sistema de supervisión y calidad para garantizar las especificaciones de nuestros clientes en sus proyectos.
no somos una empresa PSI, pero nuestro personal bajo el EC0913 nos permite brindar asesoría y apoyo para este tipo de modificaciones a trenes de aprovechamiento teniéndose de enterado que solo un PSI es la empresa moral acreditada para la selección de medidores y transmisión de datos.
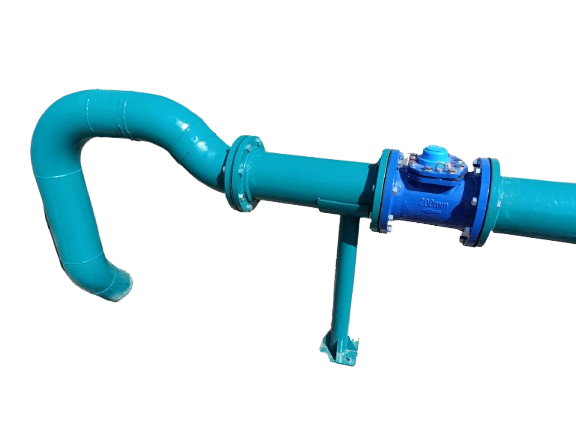
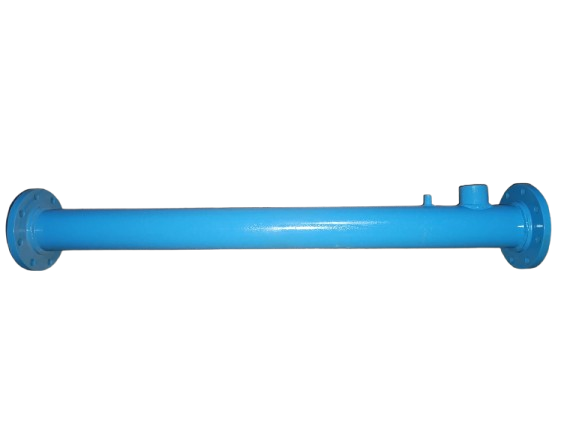
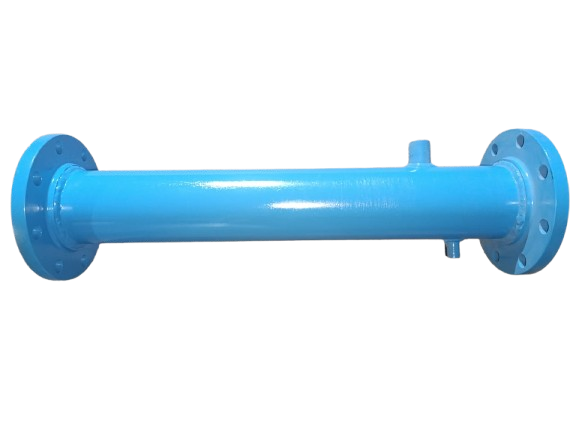
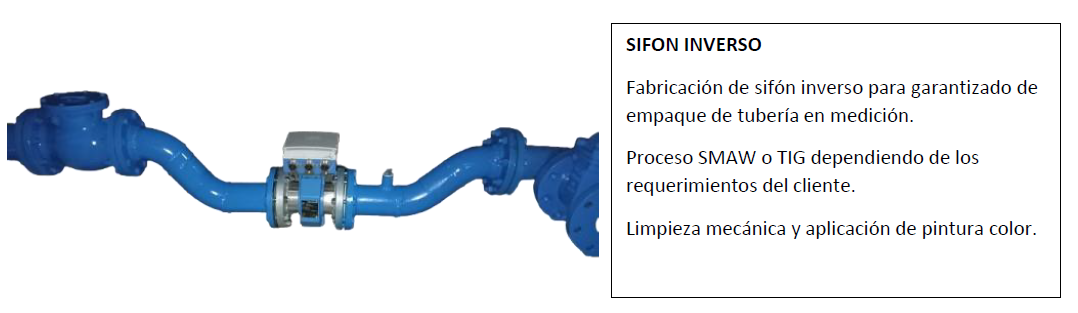
Fabricación de carretes para cumplimiento de la norma NMX-AA-179-SCFI-2018.
Contamos con amplia capacidad para fabricación de carretes bridados en diámetros estándar y de
amplios diámetros para tuberías especiales, garantizando sus tiempos de entrega con calidad y bajo
especificaciones técnicas.
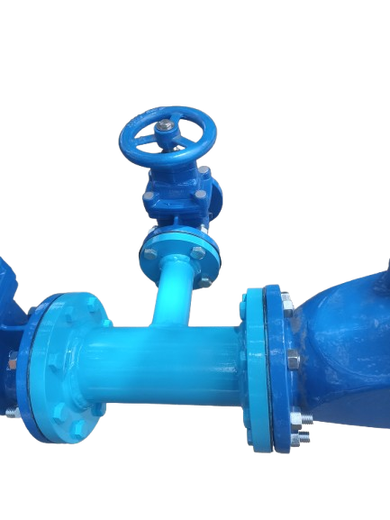
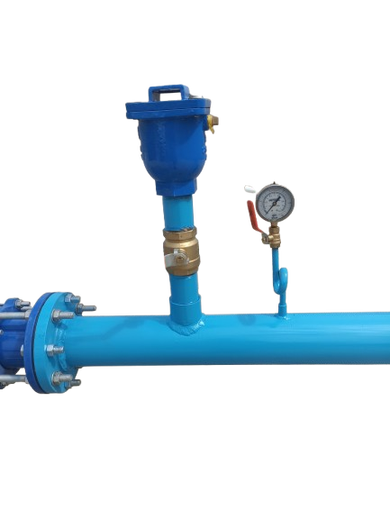
Contamos con servicio de modificación y conexiones de tubería de trenes de aprovechamiento bajo
norma en campo.
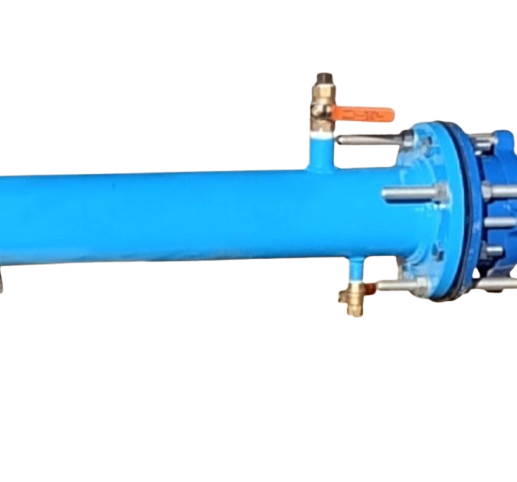
Servicio de mantenimiento a trenes de aprovechamiento como lo es desmantelamiento, cambio de
empaques, tornillería, limpieza mecánica, aplicación de pintura, cambio de valvuleria e instalación o
cambio de medidores de agua. Con personal capacitado y bajo el estándar de competencia EC-0913
alineado con la NMX-AA-179-SCFI-2018.